



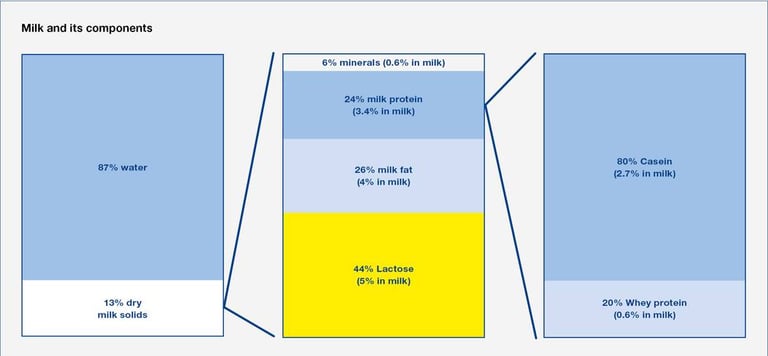
Let’s scratch the surface first before we look in more detail. As a milk processor focussing on “powder production” as our core area of expertise, we are more interested in the lactose, milk fat, milk protein and mineral components of milk than the 87 percent water (see diagram of milk and its components). Every ingredient has specific properties of interest to the food processing industry. These properties vary depending on how the components are extracted and (subsequently) dried. This results in almost innumerable ways to use the raw material of milk – even before we consider any further separation of the four component ingredients.
Step one: standardising the unpasteurised milk
Complex technical procedures are required to separate the milk components. The oldest and best-known technique is separating the milk fat, which involves dividing the milk into milk fat (cream) and skimmed milk. This step is still carried out by all milk processors today to standardise the specific fat content of unpasteurised milk. After concentration, this standardised milk can be dried and sold as milk powder. For whole milk powder, milk fat is added back to the skimmed milk to the desired fat value. This standardised whole milk is then concentrated and dried. For the chocolate industry, whole milk concentrate is then roller dried (see the article “HOCHDORF – making chocolate history” on our website for more information on this process).
Step two: filtering the protein components
The next step in the milk cracking process that splits milk into its components is the fractionation of the proteins. Milk contains two main protein groups: caseins and whey proteins. The caseins make up around 80 per cent (approx. 27 grams) of the average 34 grams of protein in every kilogram of milk. Caseins are retained in milk for cheese production. The second protein group is contained in the whey and known as whey proteins.
“Complex technical procedures are required to separate the milk components.”
The HOCHDORF Group uses membrane technology (ultrafiltration, microfiltration) for protein fractionation. This technology retains the milk proteins (retentate) using membranes while the lactose and minerals pass through the filter (permeate). By varying the raw materials and types of membranes, we produce a wide portfolio of specialist protein concentrates: milk protein concentrate with 85% protein (MPC85), concentrate with an increased proportion of casein (micellar casein), whey protein concentrates (WPC60, WPC80) and buttermilk protein concentrate (BM60). The protein concentrates are mostly sold in powder form; liquid protein concentrate needs to be cooled.
However, splitting milk protein into casein and whey protein is by no means the end of the story. Depending on the customer requirements and application, we can use further processing steps (such as heating) to optimise specific features. In addition, the trend is towards a further separation of the two main types of milk protein.
Technical properties
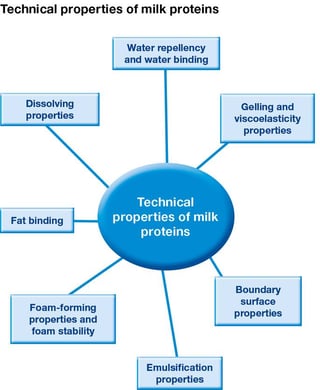
Why invest so much effort in milk cracking? The answer is simple: depending on the fractionation and processing, milk proteins have interesting technical properties (see Figure “Technical properties of milk proteins). In terms of food law, they are classed as ingredients rather than additives, so milk proteins do not appear as E-numbers on product declarations. Ready availability also makes them popular in the food industry.
Milk proteins in the food industry
The diverse technical properties of milk proteins mean they can be used in a wide variety of applications. Cheese dairies enrich their milk with milk proteins or micellar casein, for example, to increase the cheese yield. Whey proteins have an extremely high nutritional value; the amino acid composition is perfect, so they are an important ingredient in infant formula. The emulsifying and hydrophilic properties of whey proteins make them highly suited to the production of convenience foods, ice cream or drinks.
“Milk proteins have interesting technical properties that vary according to their fractionation and processing.”
Whey protein concentrates with no fat are used in fine sorbets, cakes and cookies, recognised for their foam-forming properties. Buttermilk, a by-product of butter production, also contains a high proportion of phospholipids (fat) in addition to protein. Proteins and fats are both concentrated in the buttermilk protein concentrate, giving the product extremely good emulsifying properties. Buttermilk protein can be used as an alternative to egg yolk in products such as ice cream.
Intensive collaboration with customers
The market – and more specifically customer wishes – determine the product requirements and the further development of milk fractionation today. In the beginning, however, it was the other way round: technicians were interested in how milk could be split into individual components. In terms of protein fractionation, the impact of advances in technology in the early stages should not be underestimated. It suddenly became possible to concentrate whey proteins – but there was no market for them. So this (application) research was also driven forward at the beginning. Advising customers on technical aspects is still important for protein sales today. Our developers work with customers intensively on each individual project to pinpoint the right protein concentrate for the desired formulation. We will be happy to help you with any questions.

An employee at the nanofiltration unit in the Sulgen plant.
Further Information





Leave a comment